电子邮件
hieuchuan3d@gmail.com

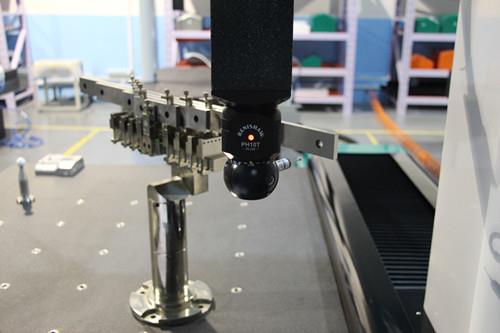
目前,坐标测量机(CMM)在工业生产中应用十分广泛,它是一种高精度、高效率的多用途测量设备,是保证机械加工、模具制造、汽车制造、航空航天等行业质量的重要工具,在生产中运用坐标测量机(CMM)至关重要。
1.机械误差
CMM接触式测量机本身由于加工零件、测量方法等因素而存在误差。通常根据各几何参数的误差程度,将其分为3项位置度误差、6项直线度误差、9项角度误差和3项i误差。误差参数共计21项。
2.测量方法误差
CMM接触式测量机在测量零部件的尺寸、形状和位置时会产生误差。形位误差的测量方法有很多种,GB1958-80《形位公差检验规程》规定了五种误差检测原理:与理想元件比较原理;坐标测量原理;跳动特征参数测量原理,并列出了100多种测量方法。在测量形位误差时,如果不能及时运用这些检测原理,就会造成测量误差。因此,从事CMM操作的人员必须熟悉测量方法,尤其是形位误差的检测方法。

3.人为错误
人为错误的常见原因:
控制点采集、测量速度方面的人为错误。









